


필요한 재료
- 도푸기
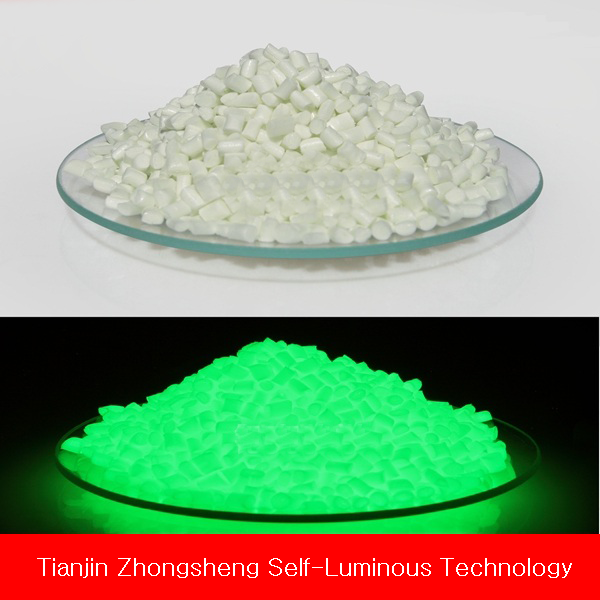
- 축광체
- 아크릴수지
- 증넴제
- 방부제
- 플라스틱 씨트
- 반사지
- 이형지

축광도료 혼합
- 상기 축광체,아크릴수지,증넴제,방부제를 혼합기에 투입하여 60분정도 교반.
- 교반절차는 필수(축광체의 비중이 아크릴수지보다 크기 때문에 축광체가 먼저 침전)
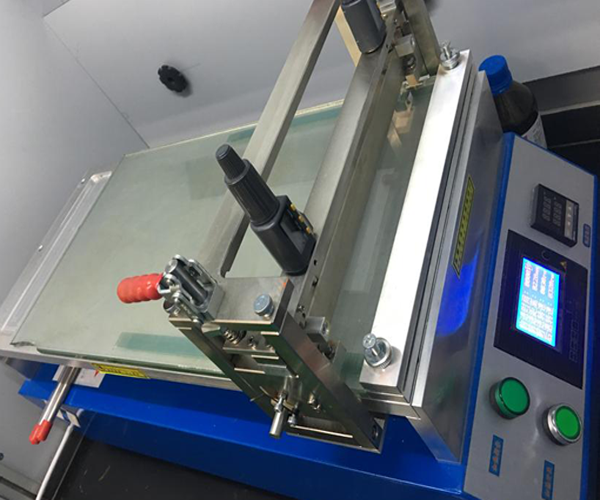
축광도료 도푸
- 균일하게 교반된 축광도료를 먼저 플라스틱수지의 반면에 도푸.
- 플라스틱수지의 반면에 도푸후 반사지의 반사층을 접착.
- 건조 오분을 총해 건조.
- 이형지를 접착
이상으로 완성입니다.
생산주의점
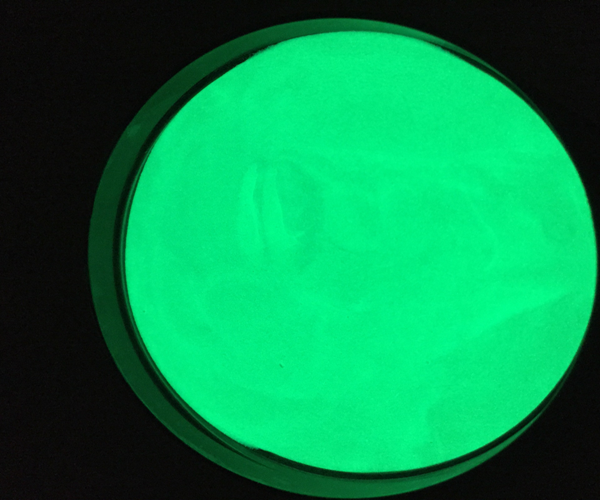
- 축광시트는 축광체의 사용량에 따라 휘도가 높아 집니다.
보통 도푸기는 축광도료를 한번 도푸하면 사용한 축광체는 120g/m2입니다.휘도를 높이기 위하여 300g/m2으로 도푸할수도 있습니다. 300g/m2 이상이면 보통 축광효과는 크게 변함이 없습니다.축광체를 300g/m2으로 도푸하려면 3번가량 도푸하여야 합니다.측 120g/m2을 도푸후 건조,100g/m2도푸,80g/m2도푸의 순서입니다.
- 반사지의 반사성능이 좋을 수록 축광효과가 높습니다.
많이 사용되는 것은 3M라고 합니다.
- 축광체의 입도
자주 말하는 것은 축광체의 입도가 40-80um이 제일 적절하다고 합니다.
입도가 작은 경우,축광씨트의 표면은 부드럽지만 축광휘도가 낮아지고 입도가 너무크면 표면이 거칠다고 합니다.
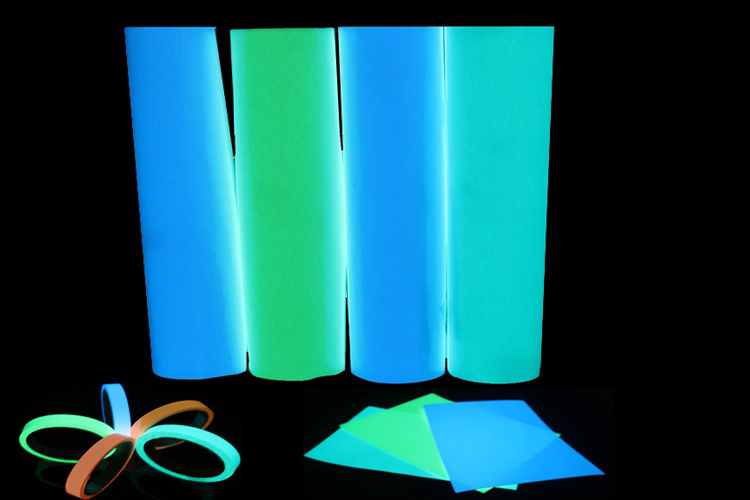
시장동향
환경보호 문제가 심각해가고 있는 지금,축광시트의 생산과정도 변해지고 있습니다.이전에는 유성수지가 많이 사용되여 왔지만 지금은 친 환경적인 수성수지로 점점 변하고 있습니다.수성수지의 사용에 따라 축광체도 수성수지에 녹히지 않도록 표면처리 등을 하고 있습니다.